
セミナーレポート[3]
- セミナーレポート[1]
- セミナーレポート[2]
- セミナーレポート[3]
第1回 AI / Analytics カンファレンス『間違いだらけのAI導入 失敗から生まれる目からウロコのAI活用』
2021年2月18日(木)に、第1回 AI / Analytics カンファレンス『間違いだらけのAI導入 失敗から生まれる目からウロコのAI活用』をWEBセミナー形式で開催し、AI活用に興味のある多くのお客様にご参加いただきました。
本カンファレンスについて、3回に分けてご報告いたします。3回目は「ディープラーニングビジネス活用アワード」で大賞を受賞したお客様の事例講演と、パネルディスカッションのダイジェストをお届けします。
お客様事例 アワード大賞受賞企業様
AI超音波探傷検査システムの開発
~ディープラーニング活用事例と成功要因~
日立造船株式会社
機械事業本部 開発センター 生産プロセスグループ 主任技師 篠田 薫氏
日立造船は、ゴミ焼却発電や海水淡水化等のプラントをはじめ、大型設備や機器の設計・製作・保守を手掛けています。また、,石油精製や石油化学プラント向けに反応器や熱交換器を製造しています。これらプラント設備の多くを占める熱交換器は、性能維持のために定期的な検査・診断が必要です。そこで使用されるフェーズドアレイ超音波探傷検査(PAUT)は、検査員が目視で1枚ずつ探傷データ画像中の欠陥有無を判定していたため、検査コストの低減や検査員の負担軽減が課題となっていました。
日立造船では、以前からノウハウを持つ画像処理技術とAI技術を組み合わせた判定手法を開発したことで検査時間の短縮に成功しました。本講演では、PAUTにディープラーニングを取り入れたきっかけや、実用化に向けたプロジェクトでつまずいたポイント、そこからどのように問題点を解決したかについて説明します。
なぜ超音波探傷検査にディープラーニングを取り入れたのか
当初は、技術ノウハウのある画像処理技術を用いたデータ解析方法を検討していました。しかし、画像処理技術だけでは誤判定が多く限界がありました。そこで、他の部門で画像を用いた品質管理の記録・検証ツールにすでに活用していたディープラーニングの技術を取り入れることになりました。
社内で溶接工学、超音波工学、AIの各分野の技術者をアサインして、開発チームを立ち上げました。後から振り返ってみると、開発要員を社内で確保できたことがプロジェクトの成功に大きく関係しています。
ディープラーニングを取り入れて実現したかったこと
目標としたのは、「解析時間を従来比1/4以下にすること」「欠陥有無判定の正解率を、熟練検査員と同等レベルの95%以上にすること」「検査結果を迅速・正確にまとめて、検査翌日にお客様へ提出すること」です。
解析の正確性だけでなくスピードも重要でした。プラントは検査が終わるまで運転できません。検査結果の提出が早くなればプラントの運転開始が早くなるので、生産効率を上げられます。
2回の挫折を乗り越えてディープラーニングを実用化
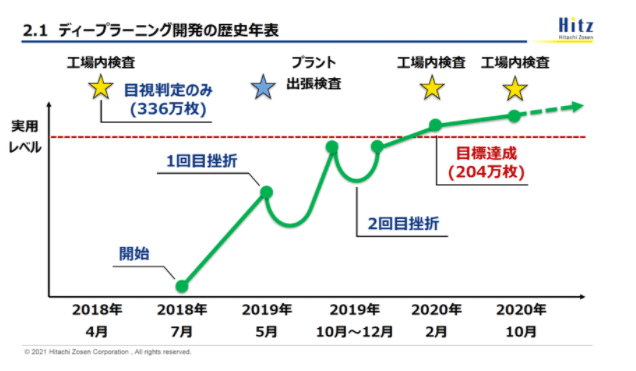
2018年7月にプロジェクトがスタートし、目標としていた精度に到達するまでにはいくつかの挫折がありましたが、大きく2回の挫折について示します。
1回目の挫折は、2019年5月でした。試作したディープラーニング技術をプラントの現地検査へ初適用し、約32万枚の画像を解析しました。しかし、欠陥の有無を正確に見分けた判定正解率は82%で、目標としていた95%に達していませんでした。そのため、従来通り検査員が全て目視判定して、検査を終えました。
この時点ではディープラーニング開発としては失敗でしたが、収穫もありました。AI技術者が現地で探傷データを解析し、検査現場の苦労や顧客の要望を肌で感じたことは、その後の開発に生かされました。問題点を分析し、正解率が低かった原因は事前に学習した画像データと実際のデータに差異があったことだと判明。問題点に対する解決方法を導き出しました。
こうしてディープラーニングの改善を続けましたが、2019年11月の時点では、正解率は目標の95%以上に到達しませんでした。これが2回目の挫折です。
原因を追及したところ、画像処理技術の誤判定により、欠陥のある画像を見落としてしまうことがわかりました。この時点で画像処理技術は最も正解率が高い識別器でしたが、その影響が高く反映されてしまう仕組みとなっていました。そこで、過去の類似画像における判定結果の正解・不正解のラベルを、新たに構築した畳み込みニューラルネットワーク(CNN)に学習させました。このCNNから出力される値を信頼度(確信度)として出力する方法を取り入れて問題点を解決し、誤判定を減少させました。画像ごとの判定正解率は96%以上となり、見落としはゼロ、,過検出率4%の精度で、ついに実用化のための目標を達成。その後も随時アップデートし、過検出の抑制など判定精度の維持・向上に努めています。
AIで何ができるか、AI導入後にどうなるかを考慮できるスキルを指します。課題設定力が不足している場合によくあるのは、手段であるはずのAI導入を目的にしてしまうことです。何を導入するかを先に決めてから解決したい課題を探すので、手戻りが発生し、プロジェクトが迷走する原因となります。また、AIに過剰な期待を持ってKPIを設定するために、実現できなくなるプロジェクトも多く見られます。
プロジェクト成功の3つの要因
成功要因として大きかったのは3つです。1つ目は、開発に関わる技術者を社内で確保できたこと。お互いの分野を理解し、高い頻度で気軽にコミュニケーションを取ることができました。2つ目は、AI技術者が実際の検査現場を経験したこと。超音波探傷技術に詳しいAI技術者がいたことも功を奏しています。3つ目は、ディープラーニングで実現できることと、できないことを整理して、探傷データの画像解析に絞って性能を発揮できるように努めたことです。
超音波探傷検査にディープラーニングを取り入れたことで、解析時間の短縮とコストの低減を達成し、お客様にとってはプラントの生産性向上にもつながりました。また、検査員の作業負荷を軽減し、SDGsの目標達成にも貢献しています。
AI活用に向けて大切なポイントとは
まず、AIに疑問を持つことが重要です。AI導入そのものを目的としてしまわないように、解決すべき課題を具体化し、解決手段を検討しましょう。
そして、質の高いデータを取得する重要性を理解することです。精度を高めていく上ではAIだけに頼るのではなく、既存の装置・設備から取得するデータの信頼性向上も不可欠となります。また、AI技術者は対象物の技術・特徴を十分に理解することがプロジェクトの成功につながります。
さらに、小まめにコミュニケーションが取れる環境づくりを心がけるとよいでしょう。気後れせずに問題点や解決策を言い合える信頼関係や、新しい挑戦に対して寛容な雰囲気づくりは、プロジェクト成功のキーポイントです。

【篠田 薫氏 プロフィール】
石油精製・石油化学プラント向けプロセス機器の製造における溶接管理技術者として、溶接設計や金属材料評価等に携わる。その後、事業企画・技術開発本部 技術研究所へ異動し、事業部門での経験を生かして溶接・非破壊検査の要素技術開発やアフターサービス分野を開拓するための技術開発に取り組み、現在に至る。第2回 ディープラーニングビジネス活用アワードにおいて大賞を受賞した「AI超音波探傷検査システム」の開発推進責任者を務める。
4社でのパネルディスカッション
ビジネスで「使えるAI」を実現するためのポイント
株式会社アイ・ティ・イノベーション 伊藤 成顕
グローバルウォーカーズ株式会社 樋口 未来氏
株式会社システム情報 増田 航太氏
日立造船株式会社 篠田 薫氏
ファシリテーター 三菱UFJリサーチ&コンサルティング株式会社 梅木 秀雄氏
講演者4名に加えて、三菱UFJリサーチ&コンサルティング株式会社 テクノロジー・エバンジェリスト コンサルティング事業本部 ココロミルラボ室長の梅木秀雄氏をファシリテーターとしてお迎えし、パネルディスカッションを行いました。参加者からオンラインで受け付けた質問への回答も行われました。主要なトピックについてご紹介します。
人材獲得と育成のポイントは?
篠田氏:分野が異なる技術者のことは、同じ会社にいても知らない場合が多いのが実情です。超音波探傷検査システムの開発プロジェクトを進める際に課題解決力の高い人材を社内で集められたのは、技術課題を会社全体で共有し、リソースを的確に投入してくれる仕組みがあったからだと考えています。
樋口氏:優秀なAI人材を採用するために、採用担当者が特性を見た上で、開発したいのか、マネジメントしたいのかといった本人の希望を聞いています。採用したら、マネジメントしたい人にはある程度任せて見守るようにするなど、各自の特性や希望に合わせて育成していきます。
増田氏:社内でAI事業を立ち上げた際は、必要となるITの知見が幅広いため、誰をメンバーにするかで悩みました。最も大切にしたのは、「現状を変えたい」というマインドがあるかどうかです。理由は、AIプロジェクトは現状で見えている問題を解決するだけでなく、ビジネスの変革を目指すものだからです。結果として、スピード感を持って事業を立ち上げることができました。
AIの自社開発/外部連携の戦略はどうあるべきか?
伊藤:社内にAI人材がいない企業は外部連携するしかありませんが、社内にリソースがあるなら、自社開発すればよいと考えています。自社開発する際の注意点としては、AI開発は試行錯誤しながら少しずつ進めていくプロジェクトなので、すぐに成果が出ないことも考慮に入れてリソースを割り当てられるようにしておく必要があります。
篠田氏:プロジェクトの開始当初は、超音波探傷検査の分野でAIは広く利用されていなかったため、技術の蓄積やノウハウの流出などを考慮して社内メンバーで開発しました。今ではAIを活用した検査サービスが多数展開されているため、開発のスピードを上げるために社外リソースも活用すべきという話が持ち上がっています。業界の状況や求められる技術レベルなどケース・バイ・ケースなので、各プロジェクトの目的に沿ってリーダーが戦略を決めればいいのではないでしょうか。今後、社外リソースを活用するとしたら、われわれの業界に知識や実績を持っているAIベンダーと組みたいと考えています。
増田氏:AIに関しては、顧客のニーズに対して提供のスピードが追いつかない状況です。AIやITの垣根を越えて、さまざまな業界の企業と連携していく必要があります。ここでいう連携とは、フラットな立場でお互いの技術を生かし、それぞれのメリットを考えながらプロジェクトを遂行するという意味です。今後は、顧客からのオーダーに応じて、連携する企業を柔軟に変えるスタイルが主流になっていくのではないでしょうか。
AI導入・活用を考えている企業に伝えたいことは?
樋口氏:AIベンダーとしては、クライアントとの間に信頼関係を築きたいと考えています。開発に必要なデータを提供してもらえなかったり、実現したいシステムの仕様を公開してもらえなかったりすると、うまく進められずにPoCで終わってしまう可能性が高くなります。適切な情報提供が重要です。
篠田氏:日立造船は超音波探傷検査にAI技術を取り入れたことで、同業他社が製造した熱交換器の完成検査を請け負う新たなサービスが展開できました。競合関係の中でも検査サービスを通じて連携する新しいビジネスモデルが展開できたので、今後は、AIの活用方法で協力できることがあれば積極的に参画したいと思っています。それが業界全体の発展につながると考えます。
AI導入・活用において最も大切なことは?
伊藤:AIは、同じデータを使ってもモデルとの相性によって結果が大きく変動します。PoCを行い、最初は精度が低かったとしても、失敗をどのように成功につなげていくかが重要です。
樋口氏:AI開発で外部連携を検討する際には、教師データの作成に強みのあるAIベンダーを選ぶとよいでしょう。AIベンダーが責任を持って教師データを作成することで、量・クオリティともに十分な教師データが集まり、AIの精度が高まります。
増田氏:AIは新しい技術です。AI導入・活用を進めていく上では、「新しいもの好き」と「保守的」のどちらの考え方もあることを理解して、多様性を認める雰囲気をつくり、変化を望む人と望まない人をうまくつなげることが重要です。
篠田氏:自分自身が製造業のAI開発プロジェクト責任者であるという立場で考えると、社内のデータを外部のAIベンダーに提供することには抵抗もあります。ただし、もし外部連携でAI開発するならば、データの出し惜しみをしないことが重要と考えています。

【梅木 秀雄 氏 プロフィール】
■株式会社東芝 研究開発センターにて、ニューラルネットワーク、画像認識、知識処理の技術開発研究開発センター 知識メディアラボラトリー室長
■東芝デジタルソリューションズ株式会社にて、AIソリューション製品の事業立案・事業化推進 技師長
■2018年より現職
まとめ
本カンファレンスは、当初の予想を大きく上回る149名の方にご参加いただきました。AIに対する興味関心が高まっていることが伺えます。
2021年は、AIを含めたデジタル技術を活用して企業体質を変革できた企業と、できなかった企業で競合優位性に差が出る年になるといわれています。AIは、きちんと理解して使えば非常に価値がある技術です。AIに対する不安を取り除き、まずは自社に蓄積したデータを理解するところから始め、社内の課題に立ち返って、現場で使えるAIとはどういったものかを考えていただければ、AI活用の道筋が見えてきます。
AI開発はスピードが重視されるため、考えるばかりで手を止めてしまっては意味がありません。PoCを行い、結果を的確に検証して次のステップにつなげましょう。失敗を恐れるのではなく、同じ失敗を繰り返さないようにすることが重要です。その際、PoCの結果から次のステップをどうつなげていくか考えるのが技術者の役割です。高度なスキルを持ったAI人材の重要性は、今後ますます高まっていくでしょう。
今回のカンファレンスが、皆さまの今後の企業活動にとって価値のあるものになれば幸いです。